
Прототип паровой машины. Второй, успешный запуск.
После первых неудачных испытаний, переделали маховик нашему двигателю, и он вполне себе заработал. Более подробно рассказано на видео.
29566 видео
После первых неудачных испытаний, переделали маховик нашему двигателю, и он вполне себе заработал. Более подробно рассказано на видео.

Показан ряд инструментов, используемых для снятия заусенцев и притупления острых кромок на поверхностях различной формы

Показаны технологические возможности процесса долбления. Итак, долблением можно получить следующие конструктивные элементы: наружные и внутренние зубья, шестигранное отверстие, наружный и внутренний шпоночный паз.

Шлифуем клинья поперечных и резцовых салазок токарного станка ТВ-16. Используем станок 3Е642Е, и магнитный стол. Придаем уклон деталям 1:100

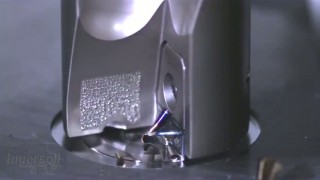
Показан процесс высокоскоростного фрезерования сплава Инконель (никель-хромовый жаропрочный сплав) концевой фрезой, изготовленной из режущей керамики. Благодаря высокой теплостойкости керамики, можно использовать частоту вращения фрезы 20000 об/мин. Обработка жаропрочных сплавов затруднена в связи с их высокой...

По просьбе пользователя banifatsy смонтировал видео с примером работы на универсальной делительной головке. Нарезаем грани на гайке с прессшайбой.

Показан процесс растачивания отверстий больших диаметров, нарезания наружной резьбы, обтачивания, нарезания внутренней резьбы в крупногабаритных деталях

Показан процесс ротационной прошивки наружных зубьев. Инструмент представляет собой косозубое колесо с углами заточки и внешне очень похож на долбяк. Инструмент и заготовка совершают согласованные вращения, а также осевую подачу. При этом ось инструмента и ось заготовки скрещиваются. Процесс отличается чрезвычайно...

Привезли на ремонт и восстановление полуразобранный ТВ-16. Многие детали отсутствуют.

Показан процесс и инструмент для обратного растачивания. Растачивание на обратном ходу необходимо, если в отверстии имеется уступ, доступ к которому невозможен с другой стороны. Еще одно преимущество: возможность расточки без переустанова детали, что увеличивает концентричность получаемых отверстий.

Показано сверло для изготовления отверстий в листовых или тонкостенных деталях. Основная особенность - это постепенное увеличение диаметра отверстия, что позволяет избежать закусывания сверла листовой деталью. Еще одно преимущество такого инструмента в том, что одно и то же сверло позволяет получать отверстия разных...

Шлифуем сверло, которое когда то имело диаметр 31 мм на станке 3Е642Е. Но когда то какой то "умелец" зачем то вручную подточил обе ленточки на всю длину сверла, тем самым его приведя в негодность. Прошлифовали до чистых ленточек, до диаметра 30,5 мм. Перед шлифованием шарошим камень алмазной шарошкой.
Показан процесс сверления сверлом с механическим креплением сменных пластин. На каждом пере сверла расположены по 2 пластины. Подобное решение можно применить для сверл большого диаметра.

Показан процесс зубошевингования, то есть чистовой обработки зубьев цилиндрического колеса. Инструмент, шевер, представляет собой косозубое зубчатое колесо, имеющее на каждом зубе режущие пазы. Ось шевера и ось обрабатываемого зубчатого колеса скрещиваются. В результате в зоне контакта происходит проскальзывание...

Наконец-то завершили конструирование и сборку системы подачи СОЖ для станка 3Е642Е, у которого она была ранее утрачена. Изготовили сварную емкость на 32 литра, отстойник для сбора шлама, установили на емкость ранее изготовленный нами насос для СОЖ. Немного переделали арматуру для подачи СОЖ в зону резания, применили...