

Нет фото

PRO
Новый
Автомат продольного точения с ЧПУ с осью B SZ-327F — это высокотехнологичное оборудование, предназначенное для обработки деталей, таких как иглы (L/D > 10). Такие станки обеспечивают высокую точность и качество поверхности при большой производительности. Кроме того, они отличаются быстрой переналадкой на выпуск новой продукции.
| Подшипники ШВП | NACHI/NSK |
| Линейные направляющие | PMI/HIWIN |
| ШВП | PMI/HIWIN |
| Привода по осям | Fanuc |
| Шпиндель/контршпиндель | HaoZhi |
| Подшипники шпинделя/контршпинделя | NACHI/NSK |
| Пневматическая система | SMC |
| Двигатель шпинделя | Fanuc |
| Система автоматической смазки | YONGJIA |
| Станина | BAOGANG |
| Электрические компоненты | Schneider |
| Инструментальные суппорта и приводные блоки | OERC |
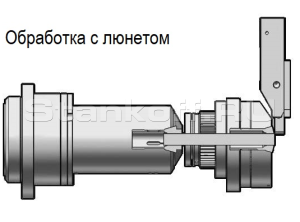
| Люнетный узел и патроны | POSA |


Система ЧПУ Fanuc 0i-TF Plus
Дисплей 10,4` TFT LCD;
Высокоскоростные шпиндели
Главный шпиндель – 5,5 кВт (6 000 об/мин);
Приводные инструментальные блоки
Отличаются низким уровнем шума, высокой жёсткостью и точностью. Блоки оснащены дополнительными подшипниками на входном и выходном валу, что повышает их прочность и обеспечивает долгий срок службы даже при высоких нагрузках.

Система без держателя направляющей втулки
Используется для уменьшения остатка прутка. Также применим при обработке коротких заготовок при длине заготовки меньше или равной диаметру прутка.
Вращающаяся направляющая втулка
Цанговый патрон и втулка вращаются одновременно.
Цельнолитая станина и ручное шабрение
Благодаря методу конечных элементов и модельному анализу, а также многочисленным оптимизациям, была создана конструкция станины с отличными характеристиками жёсткости и виброустойчивости, а так же увеличенной массой. Специальная конструкция станины и дополнительное оребрение позволяют эффективно поддерживать тепловой баланс.
Конструкция направляющих высокой жесткости
В конструкции оси Y используются 3 направляющие класса C3. Высокоточные направляющие увеличивают стойкость режущего инструмента.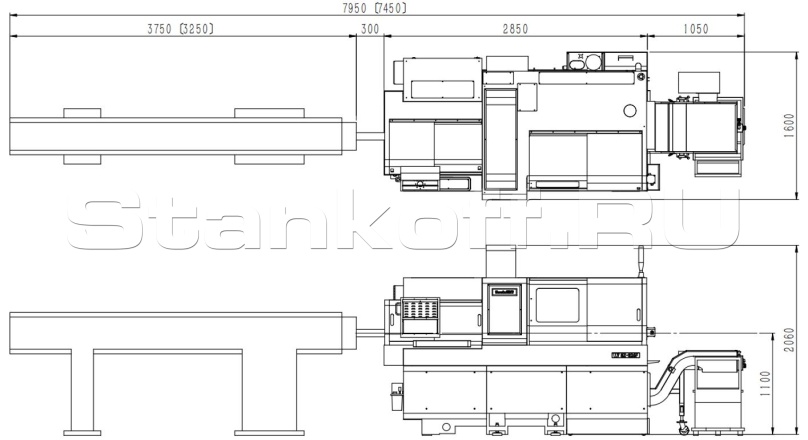
| Диапазон обрабатываемых диаметров, мм | 5-32 |
| Максимальная длина обработки, мм | 320 |
| Максимальный диаметр сверления, мм | 10 |
| Макс. диаметр нарезаемой резьбы | М8 |
| Макс. диаметр нарезаемой резьбы в оси B | M6 |
| Система ЧПУ | Fanuc 0i-TF Plus |
| По оси X, мм | 600 |
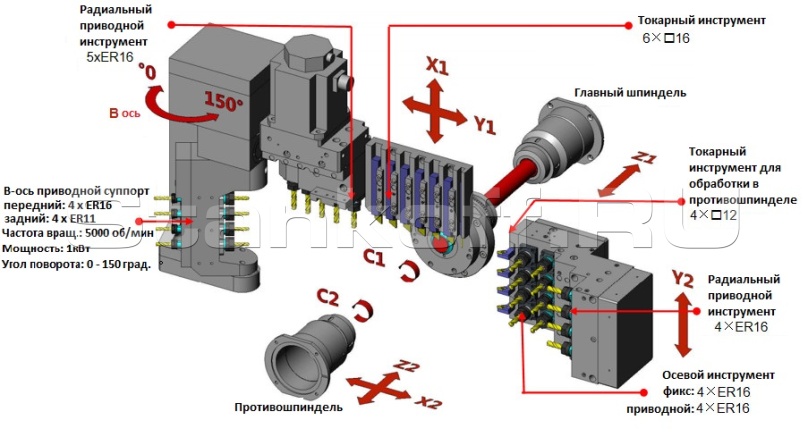
| Количество позиций инструмента для наружной обработки в главном шпинделе | 6(16х16) |
| Количество позиций инструмента для наружной обработки в контршпинделе | 4(12х12) |
| Количество приводных инструментальных позиций для радиальной обработки в главном шпинделе | 5xER16 |
| Количество приводных инструментальных позиций на Оси B | 4xER16; 4xER11 |
| Количество инструментальных позиций для осевой обработки в контршпинделе | 4 приводных ER16; 4 статических ER16 |
| Количество приводных инструментальных позиций для радиальной обработки в контршпинделе | 4xER16 |
| Общее количество инструментальных позиций | 35 |
| Размер державки токарного инструмента, мм | 16х16 / 12x12 |
| Диаметр отверстия шпинделя, мм | 39 |
| Диаметр отверстия контршпинделя, мм | 39 |
| Количество управляемых осей (с учетом осей C1 и C2) | 9 |
| Частота вращения главного шпинделя, об/мин | 6000 |
| Частота вращения контршпинделя, об/мин | 6000 |
| Частота вращения приводного инструмента, об/мин | 4500 |
| Частота вращения приводного инструмента оси B, об/мин | 5000 |
| Угол поворота оси B, ° | 0 ~ 150 |
| Точность вращения, " | 50 |
| Индексация поворота осей C, град | 0,001 |
| Точность позиционирования, мм | 0,005 |
| Точность повторяемости, мм | 0,005 |
| Ускоренные перемещения по осям Z1/Z2/X1/X2/Y1, м/мин | 24 |
| Максимальная длина детали для уловителя, мм | 80 |
| Мощность привода по осям, кВт | 1,2 |
| Мощность двигателя главного шпинделя, кВт | 5,5/7,5 |
| Мощность двигателя контршпинделя, кВт | 3,7/5,5 |
| Мощность двигателя приводного инструмента, кВт | 1,2 |
| Мощность двигателя приводного инструмента оси B, кВт | 1 |
| Мощность помпы СОЖ, кВт | 0,4 |
| Объем бака СОЖ, л | 190 |
| Потребляемая мощность, кВА | 20 |
| Габариты станка (ДxШxВ), мм | 2850x1600x2060 |
| Вес станка, кг | 5000 |
Чтобы пожаловаться на объявление, войдите в аккаунт или зарегистрируйтесь. Это помогает нам бороться с фальшивыми жалобами и быстрее реагировать.



